
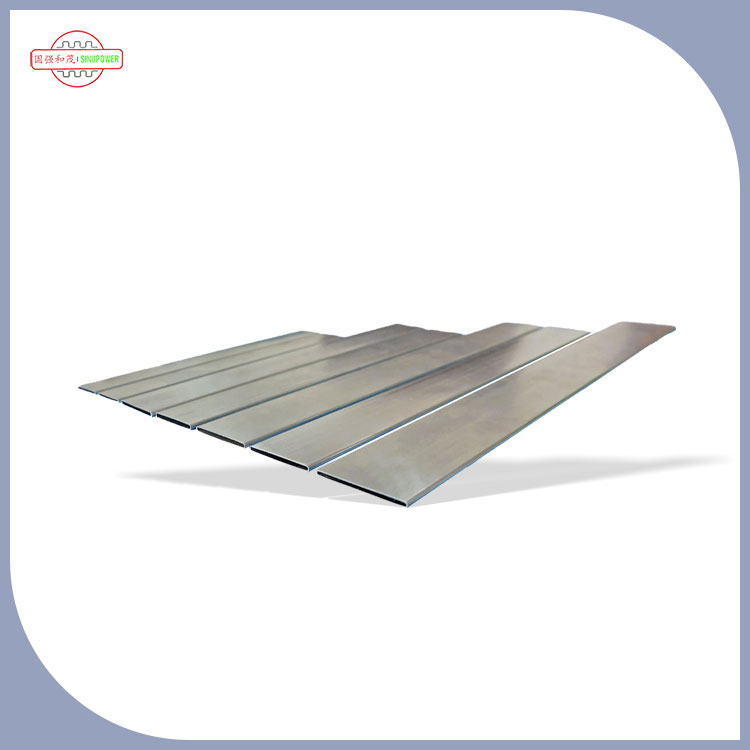
Sinupower explora cómoTubos rectangularesse comportan durante los procesos de corte, perforación y soldadura en entornos de fabricación modernos, donde la geometría y la respuesta del material influyen directamente en la precisión y la confiabilidad estructural en aplicaciones posteriores.
En los talleres de fabricación, los perfiles huecos rectangulares suelen tratarse como elementos estructurales sencillos, pero la realidad tiene más matices. Sus superficies planas, esquinas afiladas y comportamiento de espesor de pared variable presentan desafíos únicos en comparación con los perfiles circulares. Cada etapa (corte, perforación y soldadura) requiere un control cuidadoso de la tensión, el calor y la deformación para mantener la precisión dimensional y la estabilidad funcional.
Los tubos rectangulares se utilizan ampliamente en sistemas donde la eficiencia del espacio y la distribución de carga son importantes. Sin embargo, su geometría crea puntos de concentración de tensiones desiguales, especialmente en las esquinas.
A diferencia de los tubos redondos, donde las fuerzas se distribuyen uniformemente a lo largo de la curvatura, los perfiles rectangulares concentran la tensión a lo largo de los bordes. Esta característica se vuelve especialmente importante durante los procesos de fabricación, donde la fuerza mecánica y la entrada térmica pueden alterar la integridad estructural si no se controlan adecuadamente.
La forma rectangular introduce tres efectos de ingeniería clave:
- Amplificación de la tensión en las esquinas
- Distribución desigual del calor durante la soldadura.
- Rigidez dependiente de la dirección
Estos efectos influyen en cómo se planifica y ejecuta cada paso de fabricación.
El corte es el primer paso donde los tubos rectangulares comienzan a mostrar un comportamiento dependiente de la geometría. Ya sea que se utilicen sierras mecánicas, sistemas abrasivos o métodos de corte térmico, el material reacciona de manera diferente en superficies planas que en esquinas.
En corte mecánico:
- Las superficies planas permiten un contacto estable con la hoja
- Las esquinas tienden a generar picos de vibración.
- Es más probable que se formen rebabas en las salidas de los bordes.
La rigidez de las secciones rectangulares significa que las fuerzas de corte no se absorben uniformemente, lo que requiere velocidades de avance controladas para evitar la distorsión.
Cuando se utilizan métodos térmicos, el calentamiento localizado introduce diferencias de expansión a lo largo de la pared del tubo. Debido a que la geometría rectangular tiene múltiples vías térmicas, el calor se disipa de manera desigual, lo que a veces causa una ligera deformación si el enfriamiento no está equilibrado.
La perforación introduce una de las interacciones más interesantes entre la fuerza de la herramienta y la geometría del material. Las caras planas deTubos rectangularespermiten una entrada estable de la herramienta, pero la distribución de la tensión interna cambia a medida que la broca penetra.
Durante la perforación:
- El contacto inicial es estable debido al soporte de superficie plana
- La penetración media crea zonas de acumulación de viruta
- La fase de salida a menudo genera riesgo de deformación.
El lado de salida es particularmente sensible porque se reduce el soporte de material, lo que conduce a una posible formación de rebabas o una ligera ovalización de los agujeros.
A medida que avanza la broca, la tensión se redistribuye a lo largo de las paredes del tubo. Las esquinas pueden absorber o reflejar tensiones según el espesor y la composición del material. Esto hace que la consistencia de la perforación dependa tanto del control de avance como de la estrategia de enfriamiento.
En la soldadura es donde los tubos rectangulares muestran su respuesta física más compleja. La combinación de aporte de calor y restricción geométrica conduce a expansión, contracción y formación de tensiones residuales localizadas.
A diferencia de las secciones circulares que permiten una difusión más suave del calor, los perfiles rectangulares concentran la energía térmica a lo largo de las costuras de soldadura y las esquinas. Esto crea:
- Velocidades de enfriamiento desiguales
- Distorsión localizada cerca de las articulaciones.
- Acumulación de tensiones residuales a lo largo de los bordes.
A medida que el área soldada se enfría, las fuerzas de contracción actúan de manera desigual sobre los paneles planos. Esto puede provocar una ligera curvatura o distorsión angular si no se equilibra mediante una secuencia controlada.
| Etapa del proceso | Desafío principal | Comportamiento del tubo rectangular | Controlar el enfoque |
| Corte | Vibración de borde | Concentración de tensiones en las esquinas. | Estabilidad de alimentación |
| Perforación | Deformación de salida | Liberación desigual del estrés | Soporte y refrigeración |
| Soldadura | Distorsión térmica | Acumulación de calor en las esquinas | equilibrio de calor |
| Postprocesamiento | Corrección dimensional | Relajación del estrés residual | control de alineación |
Esta comparación destaca cómo cada etapa introduce diferentes respuestas mecánicas y térmicas que deben gestionarse de forma independiente.
El comportamiento de los tubos rectangulares no sólo depende de la geometría sino también del material. El aluminio, las aleaciones de cobre y las estructuras a base de acero responden de manera diferente a los aportes mecánicos y térmicos.
Perfiles a base de aluminio:
- Alta conductividad térmica
- Disipación de calor más rápida durante la soldadura
- Más propenso a deformaciones localizadas si se sobrecalienta
Perfiles a base de acero:
- Mayor rigidez estructural
- Difusión del calor más lenta
- Mejor resistencia a la deformación inducida por la perforación
La elección del material influye en la agresividad con la que se puede realizar cada paso de fabricación sin comprometer la estabilidad estructural.
La calidad de la superficie después del corte es un indicador crítico del control de fabricación. La geometría rectangular introduce un comportamiento superficial único:
- Las caras planas mantienen líneas de corte más suaves
- Las esquinas suelen presentar microdescantillados.
- La formación de rebabas tiende a concentrarse en los bordes de salida.
Mantener una calidad de borde constante requiere equilibrar el filo de la herramienta, la velocidad de avance y el control de la vibración.
En aplicaciones de alta precisión, el acabado secundario se utiliza a menudo para estabilizar la geometría del borde antes de las etapas de fabricación posteriores.
Uno de los desafíos clave en la fabricación de tubos rectangulares es mantener la alineación de los orificios en superficies planas.
Factores que influyen en la precisión:
- Variación del espesor de la pared del tubo.
- Deflexión de la herramienta bajo carga.
- Acumulación de calor durante la perforación continua
La desalineación es más probable cuando se perforan múltiples orificios en secuencia sin permitir la recuperación térmica del material.
La estrategia de soldadura juega un papel decisivo para minimizar la distorsión. Debido a que la geometría rectangular restringe las vías de expansión naturales, el calor debe distribuirse en secuencias controladas.
Enfoques de estabilización comunes:
- Direcciones de soldadura alternas
- Pases de soldadura cortos y segmentados
- Intervalos de enfriamiento controlados
Estos métodos reducen la acumulación de tensiones residuales a lo largo de los bordes largos.
Durante la fabricación, los tubos rectangulares pueden experimentar tres tipos principales de distorsión:
- Deformación angular en las esquinas
- Arqueamiento de la superficie plana debido a la contracción térmica.
- Giro torsional debido a una secuencia de soldadura desigual
Cada tipo está vinculado a una etapa diferente de fabricación y requiere métodos de corrección específicos.
Una idea clave en el procesamiento moderno es que cortar, taladrar y soldar no son pasos independientes. Cada etapa influye en la siguiente.
Por ejemplo:
- La microtensión inducida por el corte puede amplificar la desviación de la perforación
- La acumulación de calor durante la perforación puede afectar la estabilidad de la soldadura.
- La distorsión de la soldadura puede alterar la precisión dimensional final
Este comportamiento interconectado hace que la planificación de procesos sea esencial y no opcional.
Desde el punto de vista de la ingeniería, los tubos rectangulares se comportan como sistemas de energía restringida durante la fabricación. La fuerza mecánica, la entrada térmica y la geometría estructural interactúan continuamente.
En lugar de tratar cada proceso de forma aislada, los enfoques de fabricación modernos se centran en:
- Mapeo de tensiones a través de la estructura del tubo.
- Predicción del flujo de calor durante la soldadura.
- Control de vibraciones durante el corte y la perforación.
Esta vista integrada ayuda a reducir la deformación acumulativa en todas las etapas.
Los perfiles rectangulares se utilizan comúnmente en sistemas que requieren soporte estructural compacto y distribución direccional de carga, como por ejemplo:
- Conjuntos de intercambio de calor.
- Sistemas de entramado estructural
- Canales de fluido cerrados
- Soportes mecánicos modulares
En estos entornos, la precisión de la fabricación afecta directamente la estabilidad del sistema y el rendimiento a largo plazo.
El comportamiento de los tubos rectangulares durante el corte, la perforación y la soldadura se rige por la interacción entre la geometría, las propiedades del material y la energía del proceso. Cada etapa presenta distintos desafíos mecánicos y térmicos que deben manejarse para mantener la integridad estructural y la consistencia dimensional.
Dentro de este marco,Tubos de transferencia de calor Sinupower Changshu Ltd.continúa examinando la dinámica de fabricación deTubos rectangularescomo parte de una investigación más amplia sobre el procesamiento de tubos de precisión y el desarrollo de componentes de transferencia de calor.