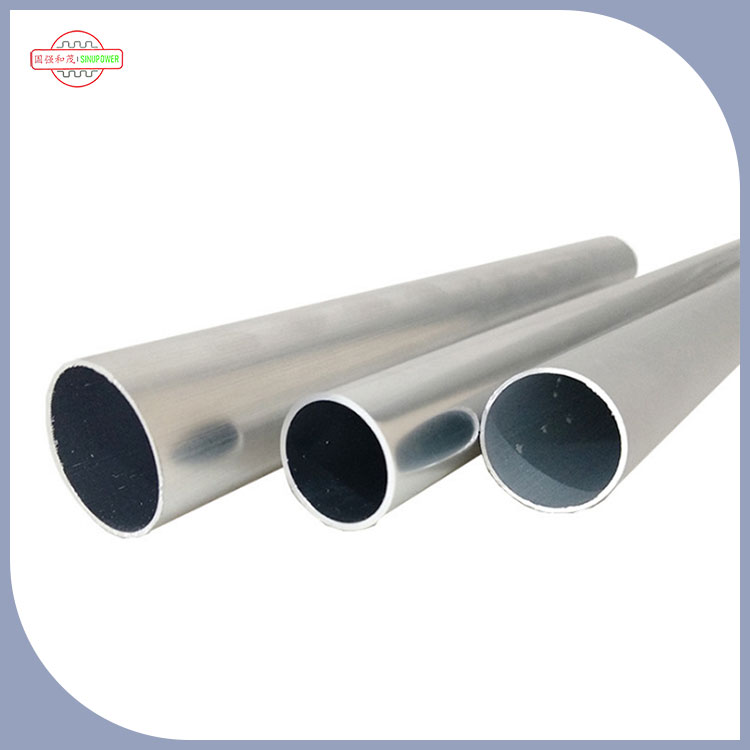

Tubos ovales planosson ovales planos en la sección transversal (eje largo 80-200 mm, eje corto de 30-80 mm), y los problemas como la asimetría en la sección transversal y las rebabas excesivas son propensas a ocurrir al cortar ángulos rectos. Se requieren procesos y herramientas profesionales para lograr un procesamiento preciso para garantizar la calidad de la soldadura o ensamblaje posterior.
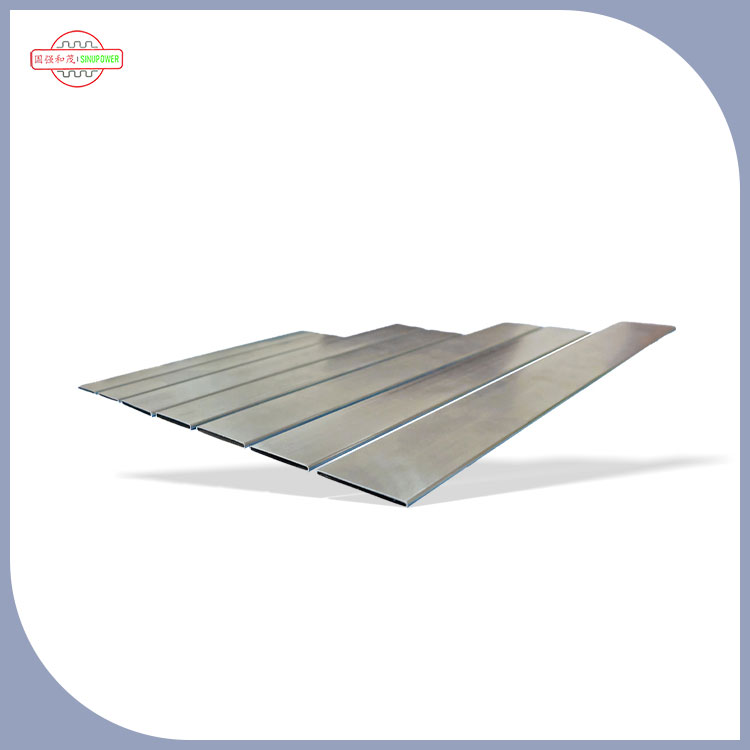
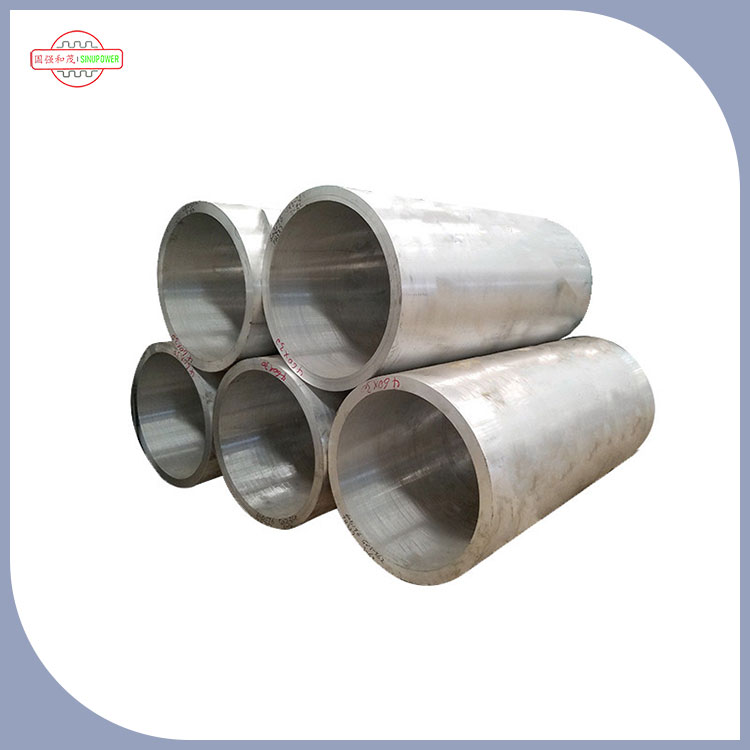
La dificultad de cortar se concentra en las características transversales. La estructura asimétrica de los tubos ovales planos hace que sea difícil garantizar la precisión del ángulo correcto del método tradicional de talla única. Si la desviación del ángulo de corte es mayor de 1 °, el espacio de la junta de tope excederá 0.5 mm, afectando la resistencia a la soldadura. Además, cuando el grosor de la pared del tubo (generalmente 2-5 mm) es desigual, el sobrecalentamiento local y la deformación son propensos a ocurrir. Especialmente en el procesamiento de materiales de acero inoxidable, la temperatura alta causará que se forme la escala de óxido, aumentando el costo de molienda posterior.
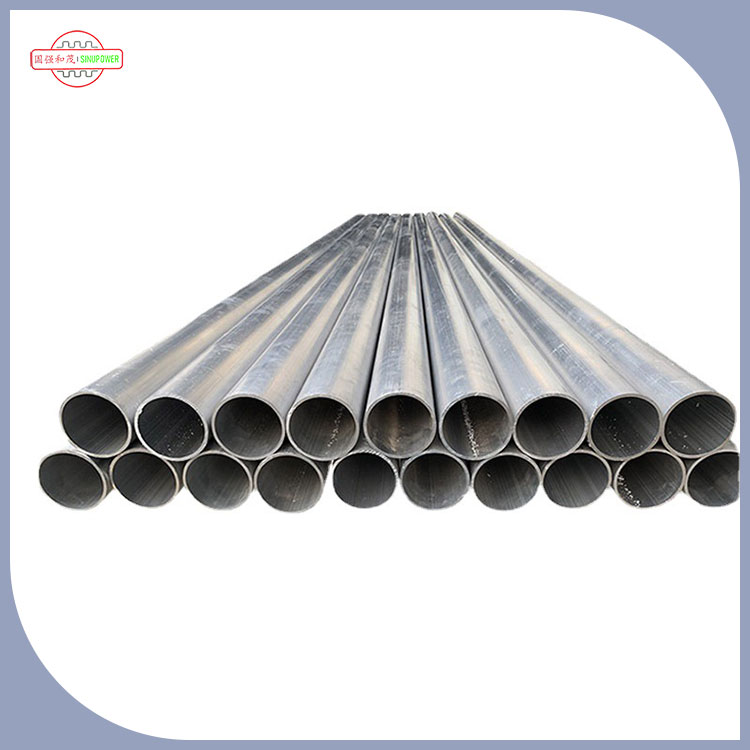
La selección de herramientas debe coincidir con el material y las especificaciones. Para los tubos ovales planos de acero bajo en carbono, se recomienda el corte de plasma (corriente 80-120a), con una velocidad de corte de 10-15 mm/s, y el error de verticalidad de la sección se puede controlar dentro de 0.3 mm/m; Para los materiales de acero inoxidable, se prefiere el corte láser (potencia 500-1000W), que realiza el procesamiento sin contacto a través de vigas de luz de alta energía transmitidas por fibra óptica, con una zona afectada por el calor de <0.1 mm para evitar la corrosión intergranular. Los tubos de paredes delgadas (grosor <3 mm) pueden usar el corte de alambre CNC con una precisión de ± 0.01 mm, que es adecuada para el procesamiento de componentes de precisión.
El proceso de operación se centra en el posicionamiento y la configuración de los parámetros. Antes de cortar, los accesorios de la tubería deben fijarse mediante accesorios para garantizar que la línea de corte sea perpendicular al eje (desviación ≤0.5 °), y la fuerza de sujeción del accesorio se controla a 5-10MPa para evitar la deformación; Durante el corte de plasma, la boquilla se mantiene a 3-5 mm de la pared de la tubería, y la presión de gas (aire o nitrógeno) se establece en 0.6-0.8MPA para evitar la divergencia del arco; El corte con láser debe ajustar la posición de enfoque de acuerdo con el grosor de la pared, y el enfoque de las tuberías de paredes gruesas se ajusta a 1/3 de la pared de la tubería para mejorar la penetración de corte.
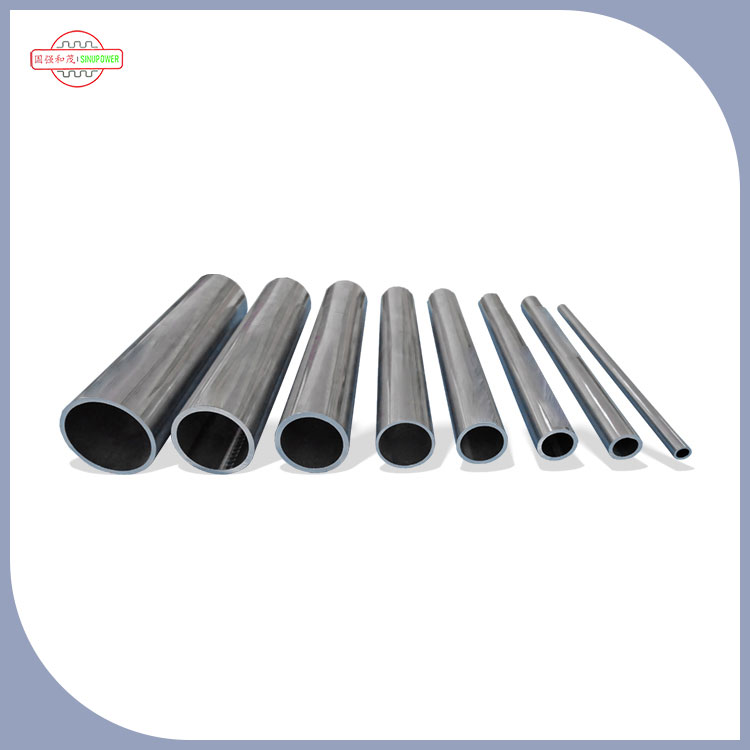
El procesamiento posterior afecta la calidad final. Después de cortar, se requiere un molinillo de ángulo (con una rueda de molienda de grano 120) para eliminar las rebabas para hacer la rugosidad de la sección transversal RA≤2.5 μm; Las tuberías de acero inoxidable deben ser pasivadas (sumergidas en solución de ácido nítrico durante 10-15 minutos) para evitar el óxido en el corte. Para escenas con requisitos de alta precisión (como el conjunto del tubo de escape del automóvil), la desviación del ángulo recto debe detectarse mediante un instrumento de medición de tres coordenados para garantizar que cumpla con el estándar de tolerancia de ± 0.1 °.
Cortar ángulos rectos en FLat Tubos ovalesRequiere la consideración tanto del rendimiento del equipo como en los detalles del proceso. A través del posicionamiento preciso, la optimización de parámetros y el procesamiento posterior, se puede lograr una sección transversal suave y un efecto preciso de procesamiento de ángulo, proporcionando una garantía básica para el sellado y la resistencia estructural de la conexión de la tubería.